Руководства на все автомобили
1. Введение
2. Паспортные данные автомобиля
3. Технические данные и характеристики автомобилей
4. Органы управления и приборы
5. Двигатель
5.0 Двигатель
5.1. Двигатели ЗМЗ-4025, -4026
5.2. Двигатели УМЗ-4215С*, УМЗ-42150*
5.3. Двигатели ЗМЗ-4061, ЗМЗ-4063
5.3.1 Двигатели ЗМЗ-4061, ЗМЗ-4063
5.3.2 Корпусные детали
5.3.3 Кривошипно-шатунный механизм
5.3.4 Газораспределительный механизм
5.3.5 Система смазки двигателя
5.3.6 Система вентиляции картера
5.3.7 Система охлаждения
5.3.8 Система питания
5.3.9 Система рециркуляции отработавших газов
5.3.10 Особенности технического обслуживания двигателя
5.3.11 Диагностика технического состояния двигателя
5.3.12 Ремонт двигателя
6. Трансмиссия
7. Ходовая часть
8. Рулевое управление
9. Тормозная система
10. Электрооборудование
11. Кузов автомобиля
12. Техническое обслуживание
13. Приложения
Ссылки на другие сайты
Автомобиль ГАЗ 2705 (Газель)Все автомобили » ГАЗ 2705 (Газель) . 5.3.2 Корпусные детали5.3.1. Корпусные деталиБлок цилиндров Блок цилиндров отливается из серого чугуна и составляет одно целое с цилиндрами с верхней частью картера. Между цилиндрами имеются протоки для охлаждающей жидкости. На верхней плоскости блока расположены десять резьбовых отверстий М 14х1,5 для крепления головки блока цилиндров. В нижней части блока расположены пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя болтами М12u1,25. Торцы третьей крышки обрабатываются совместно с блоком для установки полушайб упорного подшипника. Крышки подшипников растачиваются в сборе с блоком, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме третьей, выбиты их порядковые номера («1», «2», «4», «5») К переднему торцу блока через паронитовые прокладки (левую и правую) крепится отлитая из алюминиевого сплава крышка цепей привода распределительных валов с резиновым сальником для уплотнения носка коленчатого вала. К заднему торцу блока крепятся: - шестью болтами М6 крышка с резиновым сальником для уплотнения заднего конца коленчатого вала; - шестью болтами М10 и двумя установочными штифтами колоколообразный картер сцепления, отлитый из алюминиевого сплава. Кроме того, для обеспечения дополнительной жесткости крепления картера сцепления нижняя его часть соединена с блоком цилиндров с помощью Г-образного усилителя, отлитого из алюминиевого сплава. Горизонтальная плоскость усилителя четырьмя болтами М10 крепится к нижней плоскости блока цилиндров, а вертикальная плоскость — двумя болтами к картеру сцепления. Точная установка и жесткость крепления картера сцепления необходимы для правильной работы коробки передач. Технология обработки картера сцепления обеспечивает его взаимозаменяемость. Головка блока цилиндров Головка блока цилиндров отлита из алюминиевого сплава (общая для всех цилиндров). Впускные и выпускные каналы выполнены раздельно для каждого из шестнадцати клапанов и расположены: впускные — с правой, выпускные — с левой стороны головки. Гнезда для клапанов расположены в два ряда относительно продольной оси двигателя. Каждый цилиндр имеет два впускных и два выпускных клапaнa. Стержни клапанов имеют наклон к продольной вертикальной плоскости головки цилиндров: впускные — 17°, выпускные — 18°. Седла и направляющие втулки всех клапанов вставные. Седла изготовлены из жаропрочного чугуна, направляющие втулки — из серого чугуна. Благодаря большому натягу при посадке седла в гнездо и направляющей втулки — в отверстие головки, обеспечивается их надежная посадка. На заводе, перед сборкой, головка нагревается до температуры 160—175° С, а седла и направляющие втулки охлаждаются в двуокиси азота («сухом льду») до температуры примерно минус 40—45° С. При этом седло и втулка свободно или с легким усилием вставляются в гнездо или отверстие головки. Дополнительно металл головки вокруг седел обжимается с помощью оправки. Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой. Головка блока цилиндров крепится к блоку десятью болтами М 14х1,5. Под головки болтов поставлены плоские стальные термоупрочненные шайбы. Между головкой и блоком в сборе с крышкой цепей устанавливается прокладка из асбестового полотна, армированного металлическим каркасом, покрытая графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии — 1,5 мм. В верхней части головки блока цилиндров расположены два ряда опор под шейки распределительных валов — впускных и выпускных клапанов, в каждом ряду по пять опор. Опоры образованы головкой блока цилиндров и съемными алюминиевыми крышками. Передняя крышка является общей для передних опор распределительных валов впускных и выпускных клапанов, крепится к головке четырьмя, остальные крышки — двумя болтами М8. Правильное положение передней крышки обеспечивается двумя установочными штифтами-втулками, запрессованными в головку блока цилиндров.
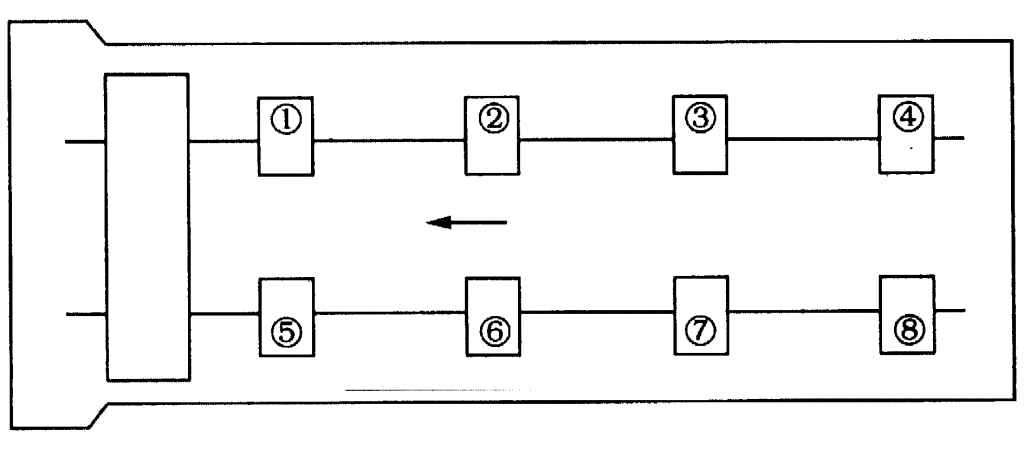
Крышки опор растачиваются в сборе с головкой, и поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме передней, выбиты номера (рис. 4.113). Номера выбиты клеймом в центре круглых бобышек, отлитых на верхней поверхности крышек. Бобышки смещены относительно оси крышек: на крышках опор распределительного вала впускных клапанов — вправо, на крышках опор распределительного вала выпускных клапанов — влево, наблюдая со стороны картера сцепления. Номера «1», «2», «3» и «4» относятся к крышкам опор распределительного вала впускных клапанов, а номера «5», «6», «7» и «8» — к крышкам опор распределительного вала выпускных клапанов. Счет начинается от передней крышки. Правильное положение головки на блоке обеспечивается двумя установочными штифтами-втулками, запрессованными в блок цилиндров. Объем камеры сгорания при поставленных на место клапанах и ввернутой свече составляет (57±0,75) см3. Разница между объемами камер сгорания одной головки не должна превышать 1 см3 |