Руководства на все автомобили
1. Введение
2. Паспортные данные автомобиля
3. Технические данные и характеристики автомобилей
4. Органы управления и приборы
5. Двигатель
5.0 Двигатель
5.1. Двигатели ЗМЗ-4025, -4026
5.2. Двигатели УМЗ-4215С*, УМЗ-42150*
5.2.1 Двигатели УМЗ-4215С*, УМЗ-42150*
5.2.2 Головка цилиндров
5.2.3 Кривошипно-шатунный механизм
5.2.4 Газораспределительный механизм
5.2.5 Система смазки
5.2.6 Система вентиляции картера, регулятор разрежения
5.2.7 Система охлаждения
5.2.8 Система питания
5.2.9 Система рециркуляции отработавших газов
5.2.10 Система выпуска отработавших газов
5.2.11 Диагностика технического состояния двигателя. Возможные неисправности двигателя
5.2.12 Ремонт двигателя
5.3. Двигатели ЗМЗ-4061, ЗМЗ-4063
6. Трансмиссия
7. Ходовая часть
8. Рулевое управление
9. Тормозная система
10. Электрооборудование
11. Кузов автомобиля
12. Техническое обслуживание
13. Приложения
Ссылки на другие сайты
Автомобиль ГАЗ 2705 (Газель)Все автомобили » ГАЗ 2705 (Газель) . 5.2.12 Ремонт двигателя5.2.11. Ремонт двигателяОснованием для разборки и ремонта двигателя являются: падение мощности двигателя, уменьшение давления масла, резкое увеличение расхода масла (свыше 450 г на 100 км пробега), дымление двигателя, повышенный расход топлива, понижение компрессии в цилиндрах, а также шумы и стуки. При разборке двигателя тщательно проверяйте возможность дальнейшего применения каждой его детали или необходимость замены ее на новую. Критерии по оценке возможности дальнейшего использования деталей приведены в табл. 4.8.Таблица 4.8. Предельно допустимый износ основных сопрягаемых деталей двигателя УМЗ-4215С
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера или восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера. Для этих целей выпускаются поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и ряд других деталей и комплектов ремонтных размеров. Перечень деталей и комплектов номинального и ремонтных размеров приведен в табл. 4.9. Таблица 4.9. Детали и комплекты номинального и ремонтных размеров двигателя УМЗ-4215С
Величины зазоров и натягов в двигателе Уменьшение или увеличение зазоров против рекомендуемых ухудшает условия смазки трущихся поверхностей и ускоряет износ. Уменьшение натягов в неподвижных (прессовых) посадках также крайне нежелательно. Для таких деталей, как направляющие втулки и вставные седла выпускных клапанов, уменьшение натягов ухудшает передачу тепла от этих деталей к стенкам головки блока цилиндров. При ремонте двигателя пользуйтесь данными табл. 4.10. Снятие и установка двигателя Работы по снятию и установке двигателей УМЗ-4215С в основном аналогичны указанным для двигателей ЗМЗ-4025, -4026, рассмотренных в настоящем руководстве. Разборка и сборка двигателя Перед разборкой тщательно очистите двигатель от грязи и масла. При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливайте на прежние места, где они приработались. Для обеспечения этого поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии маркируются любым из способов, не вызывающим порчи (кернением, надписыванием, краской, прикреплением бирок и т. п.). При любом виде ремонта нельзя разукомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как эти детали обрабатываются совместно.
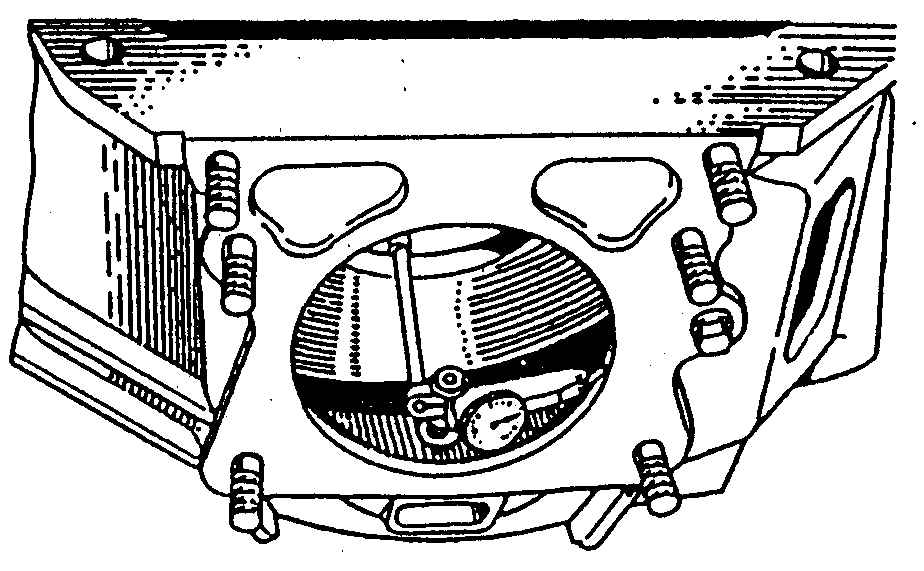
При замене картера сцепления проверьте соосность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала (см.
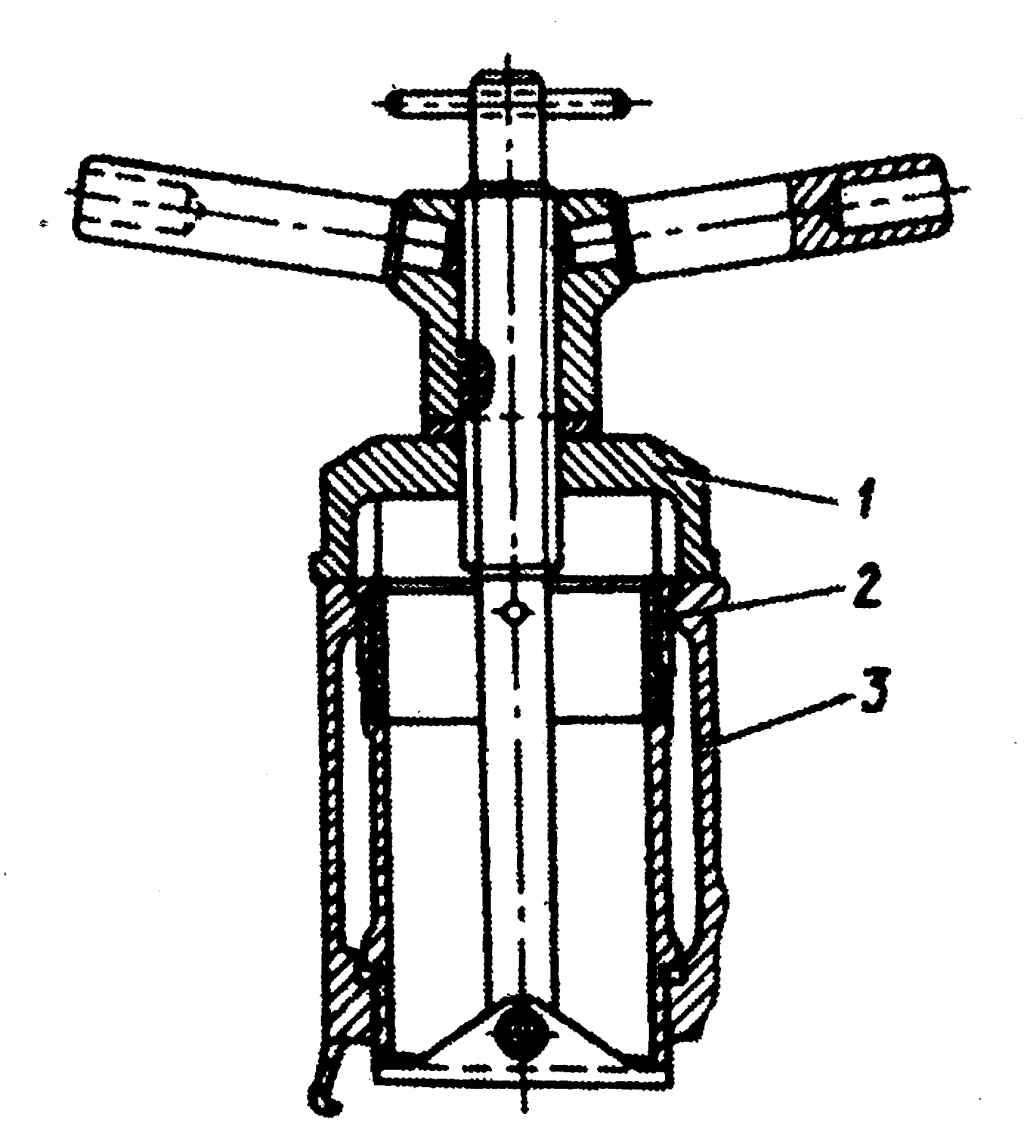
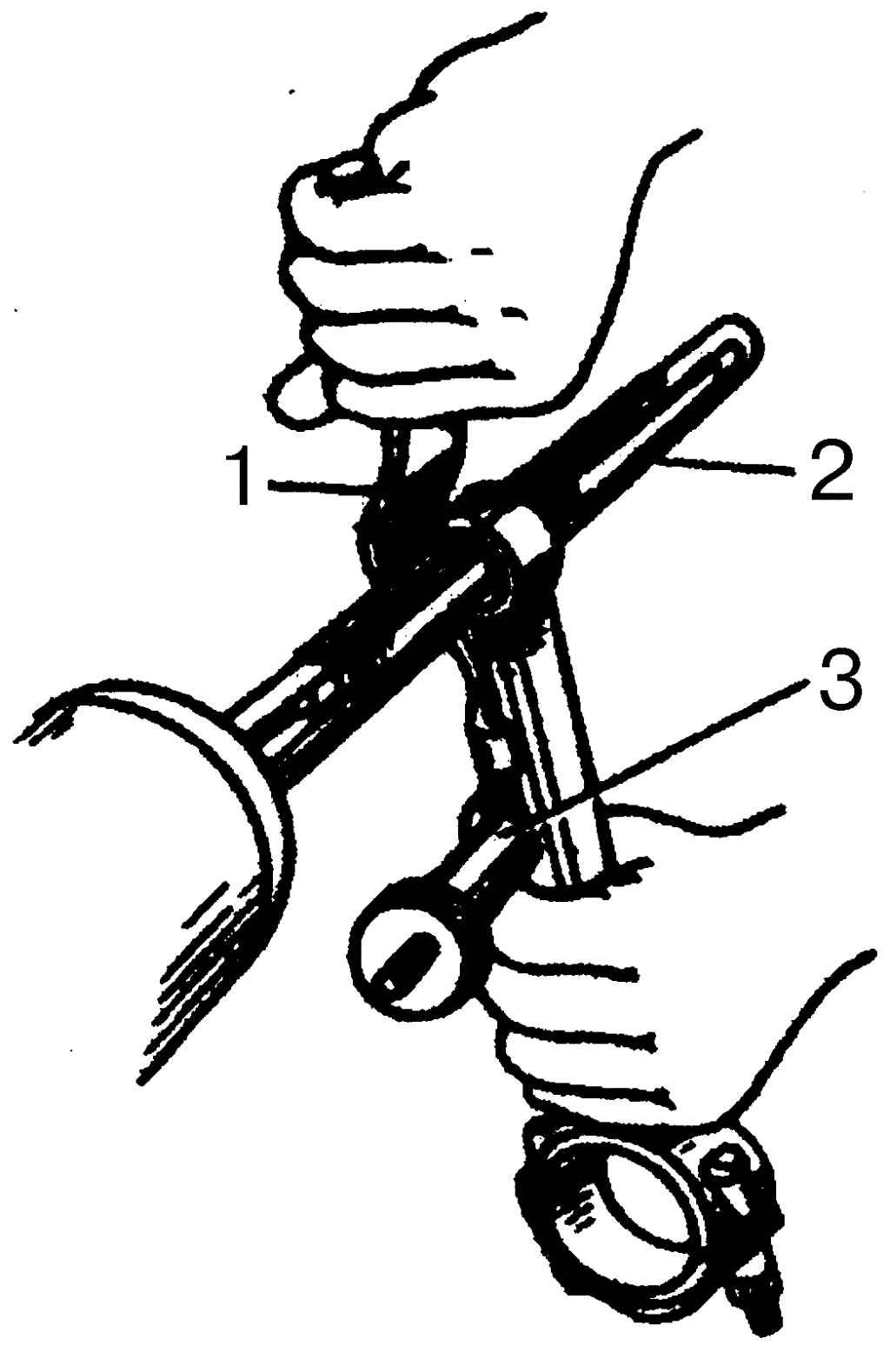
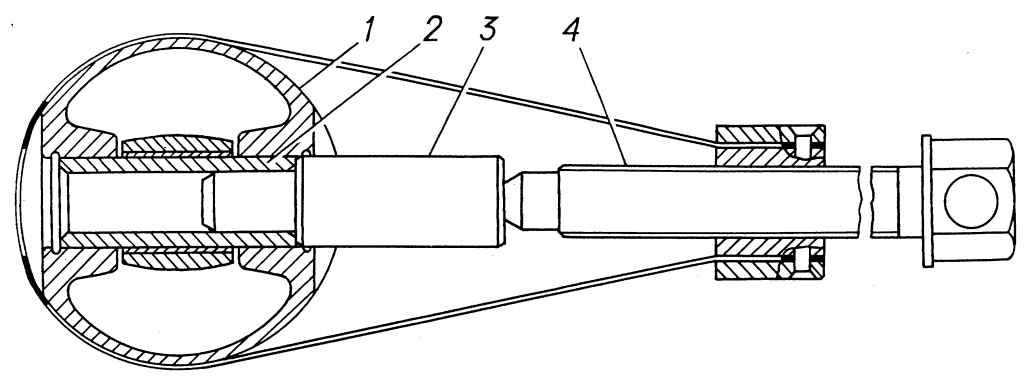
Максимально допустимым износом гильз цилиндров следует считать увеличение их диаметра на 0,3 мм. При наличии такого износа выпрессовать гильзу из блока цилиндров с помощью съемника 1 (рис. 4.94) и расточить до ближайшего ремонтного размера поршня (см. табл. 4.10) с допуском на обработку +0,06 мм. Не зажимать при обработке гильзу в кулачковый патрон, так как это приведет к деформации гильзы и искажению ее размеров. Закрепить гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставить во втулку до упора в верхний буртик, который зажать накладным кольцом в осевом направлении. После обработки зеркало цилиндра гильзы должно иметь следующие отклонения: - овальность и конусность — не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы; - бочкообразность и корсетность — не более 0,08 мм; - биение зеркала цилиндра относительно посадочных поясков диаметром 100 и 108 мм — не более 0,01 мм.
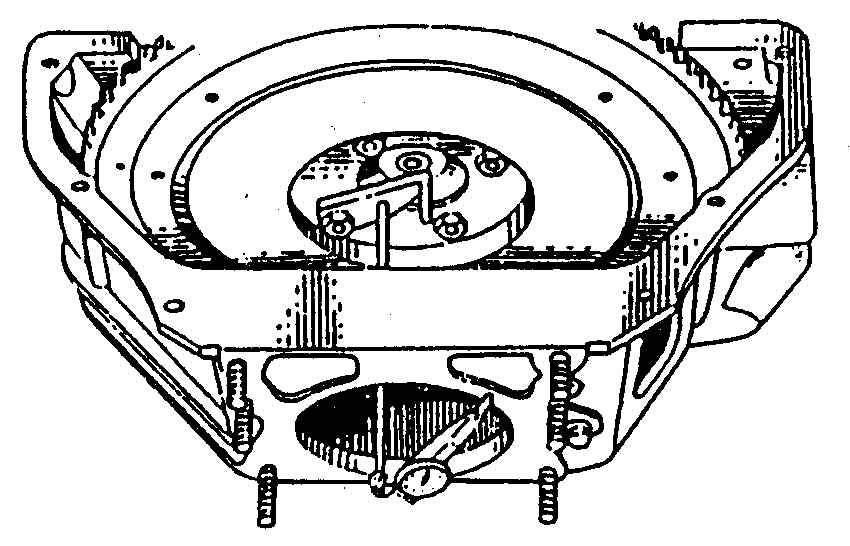
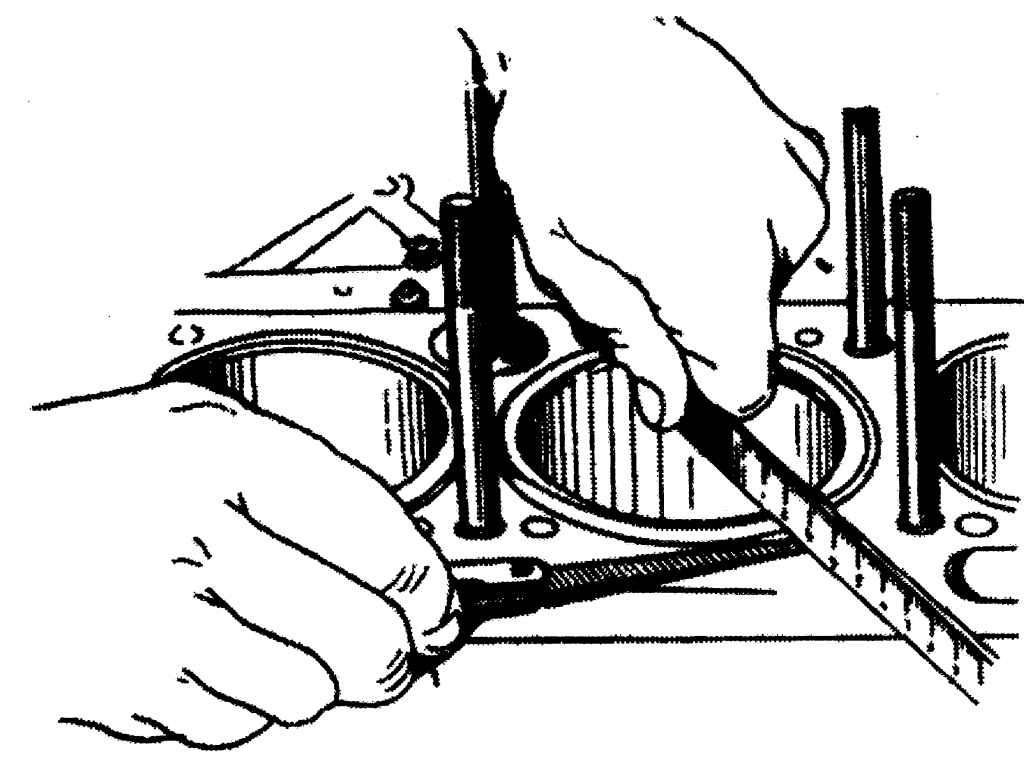
После запрессовки гильзы в блок цилиндров проверить величину выступания верхнего торца гильзы над верхней плоскостью блока (рис. 4.95). Величина выступания должна быть 0,005— 0,055 мм. При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита; кроме того, в камеру сгорания неизбежно попадает охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
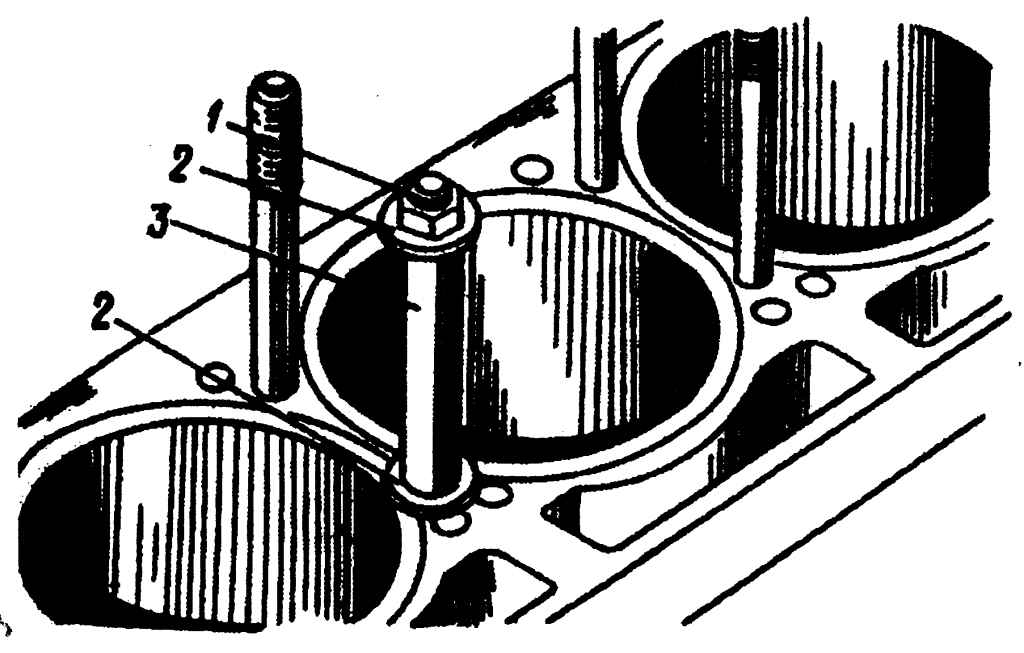
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепить их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на рис. 4.96. Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа заменить новыми. Ремонт головки блока цилиндров К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов. Неплоскостность поверхности головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) устранить шабровкой плоскости по краске. При короблении, превышающем 0,3 мм, головку необходимо шлифовать. Замена поршневых колец
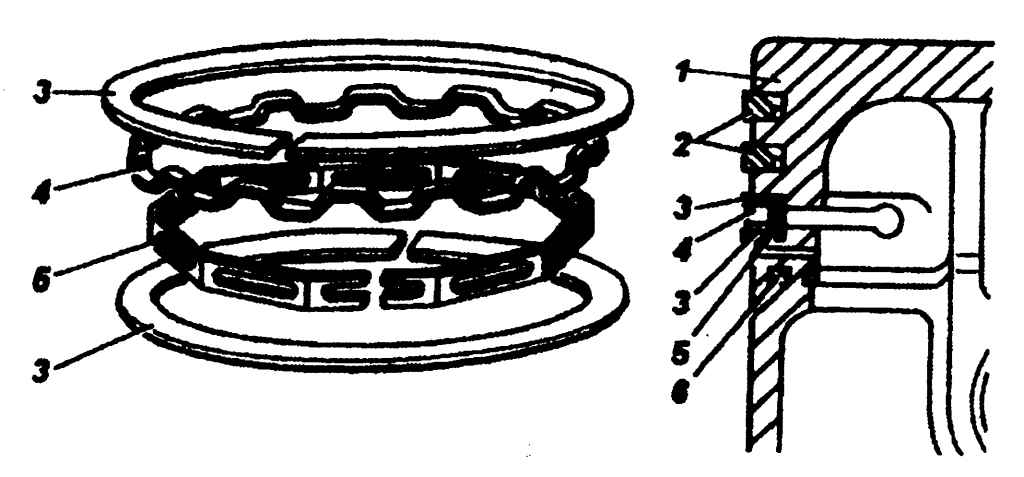
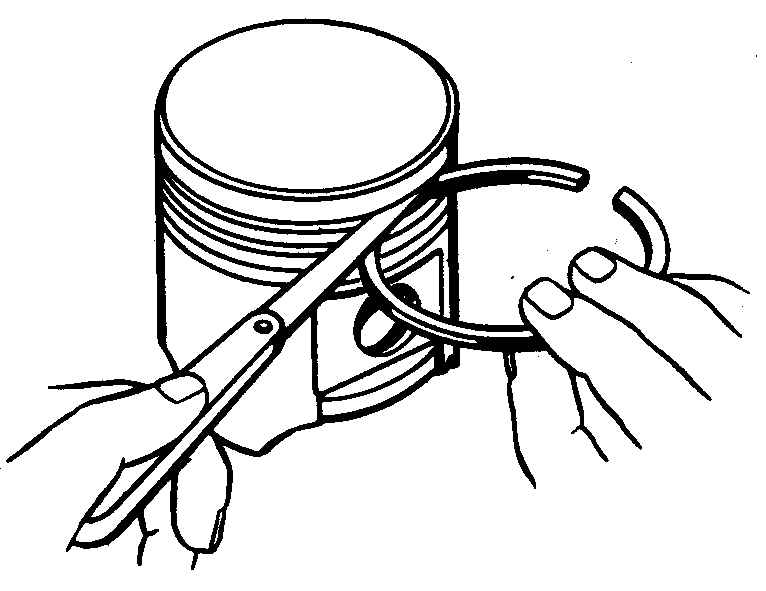
Поршневые кольца (рис. 4.97) заменяйте через 70 000—90 000 км пробега (в зависимости от условий эксплуатации автомобиля). Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца должна быть покрыта оловом или фосфатирована. На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки, за счет которых кольца после установки их в рабочее положение несколько вывертываются. Это улучшает и ускоряет их приработку к цилиндрам. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища. Маслосъемное кольцо — составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом. Замок колец прямой. Поршневые кольца ремонтных размеров (см. табл. 4.9) отличаются от колец номинальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3—0,5 мм.
Проверку зазора в стыке кольца производить, как показано на рис. 4.63. К перешлифованным цилиндрам подгонять кольца по верхней части, а к изношенным — по нижней части цилиндра (в пределах хода поршневых колец). При подгоне кольца устанавливать в цилиндре в рабочем положении, т. е. в плоскости, перпендикулярной оси цилиндра, для чего продвигать его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
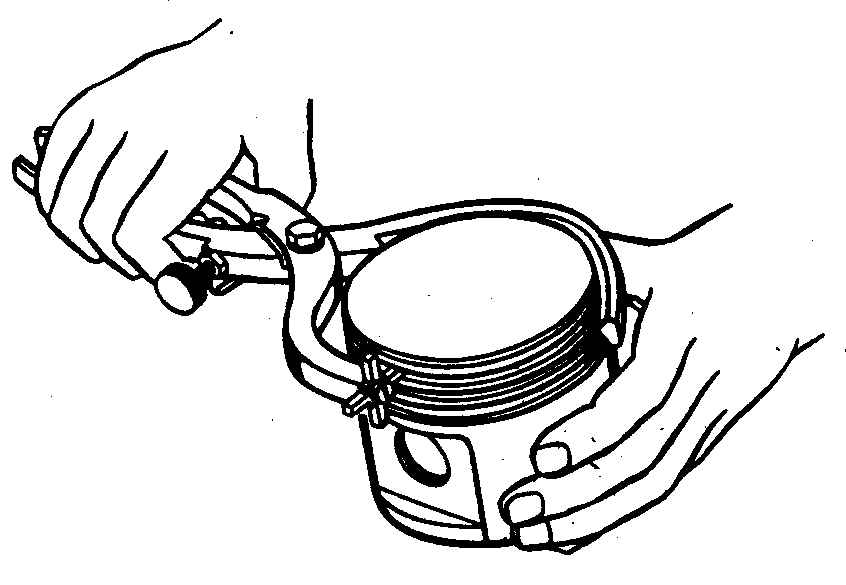
Снимать и устанавливать кольца на поршень с помощью приспособления (см. рис. 4.52) модели 55-1122.
После подгонки колец по цилиндрам проверить зазор между кольцами и канавками в поршне (см. рис. 4.64), который должен быть: для верхнего компрессионного кольца — 0,050—0,082 мм, для нижнего компрессионного — 0,035— 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец следует заменить и поршни (см. «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
При замене только поршневых колец без замены поршней удалить нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удалять осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (см. рис. 4.59). Из маслоотводящих отверстий нагар удалять сверлом диаметром 3 мм. При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо. Перед установкой поршней в цилиндры развести стыки поршневых колец под углом 120° друг к другу. После замены поршневых колец в первые 1000 км пробега не превышать скорости 45—50 км/ч. Замена поршней Заменять поршни следует при износе канавки верхнего поршневого кольца или юбки поршня. В частично изношенные цилиндры устанавливать поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра. В этом случае зазор между юбкой поршня и зеркалом цилиндра проверить в нижней, наименее изношенной, части цилиндра. Не допускать уменьшения зазора в этой части цилиндра менее 0,02 мм. В запасные части поставляются поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами (см. табл. 4.9). Для подбора поршни номинального размера сортируют по наружному диаметру юбки. На днищах поршней выбиты буквенные обозначения размерной группы, которые указаны в табл. 4.11. Таблица 4.11. Размерные группы поршней
На поршнях ремонтных размеров выбивается также величина их диаметра. Кроме подбора поршней к гильзам цилиндра по диаметру юбки, их подбирают также по весу. Разница в весе между самым легким и самым тяжелым поршнем для одного двигателя не должна превышать 4 г. При сборке поршни устанавливать в гильзы той же группы.
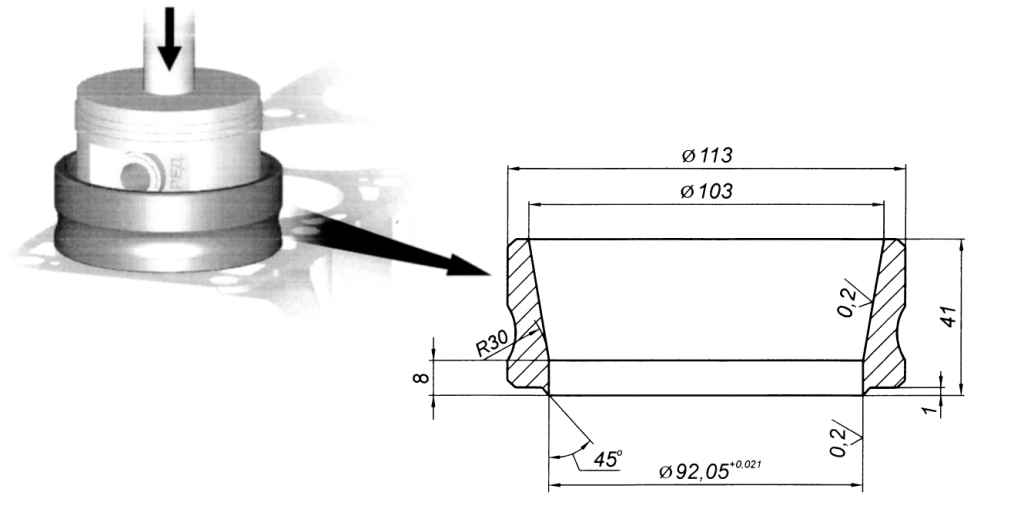
Поршни в цилиндры устанавливать с помощью приспособления модели 59—85, показанного на рис. 4.65. При установке поршней в цилиндры метка «перед», отлитая на поршне, должна быть обращена к передней части двигателя, на поршне с разрезной юбкой метка «назад» — в сторону картера сцепления. На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера с разбивкой на группы. При необходимости эти отверстия растачиваются или развертываются до ближайшего ремонтного размера с допуском . Конусность и овальность отверстия — не более 0,0025 мм. При обработке обеспечить перпендикулярность оси отверстия к оси поршня, допускаемое отклонение — не более 0,04 мм на длине 100 мм. Ремонт шатунов Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера. В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4-4-2,5 толщиной 1 мм. При запрессовке новой втулки в шатун обеспечить совпадение отверстия во втулке с отверстием в верхней головке шатуна. Отверстия служат для подачи смазки к поршневому пальцу. После запрессовки втулки уплотнить ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем развернуть или расточить под номинальный или ремонтный размер с допуском мм. Например, втулку развернуть или расточить под палец номинального размера до диаметра 25 мм или под палец ремонтного размера до диаметра 25,20 мм. Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должна превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, нужно развернуть втулку верхней головки шатуна в кондукторе.
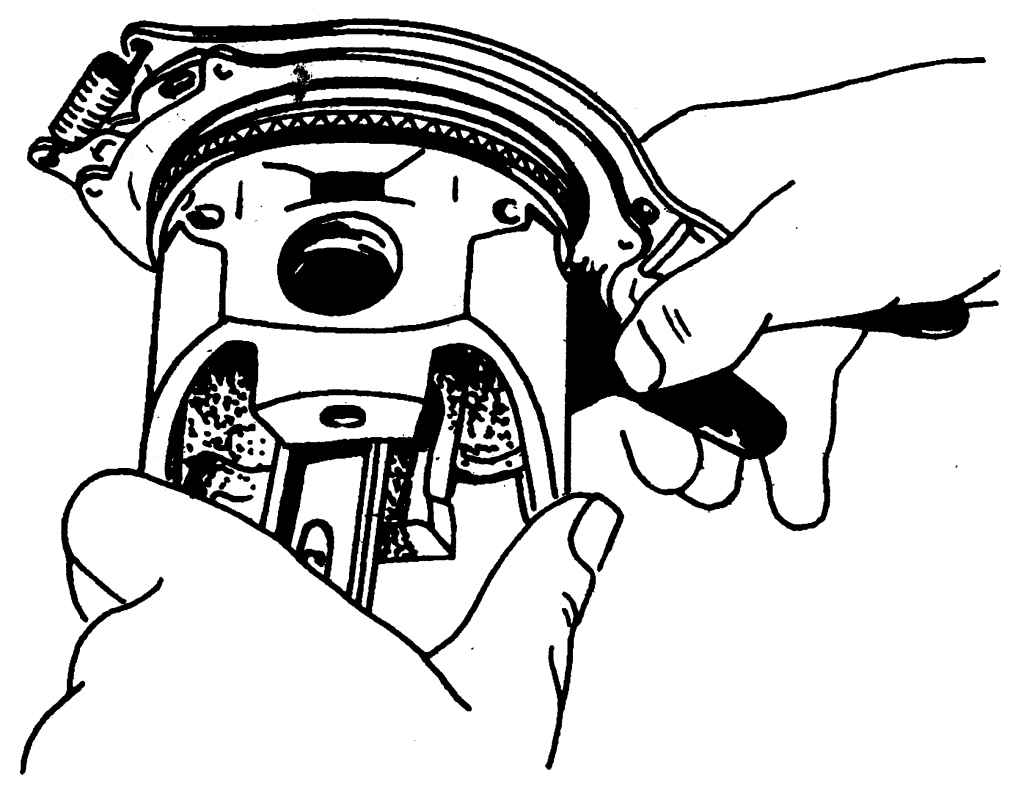
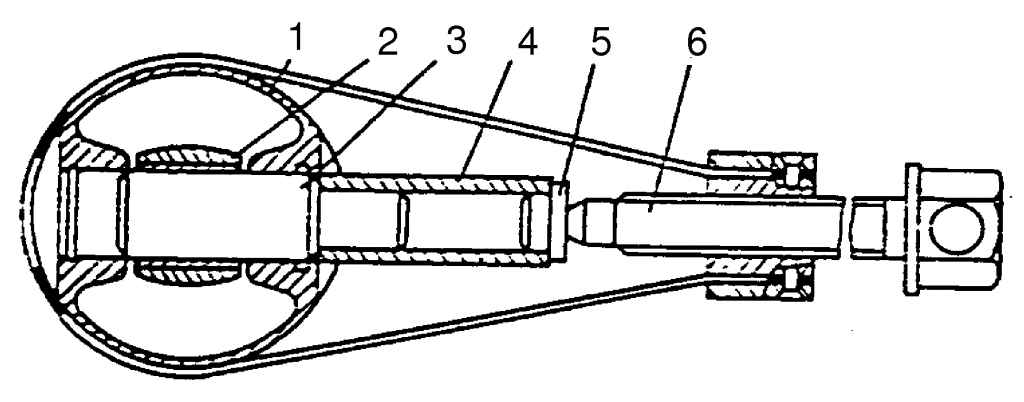
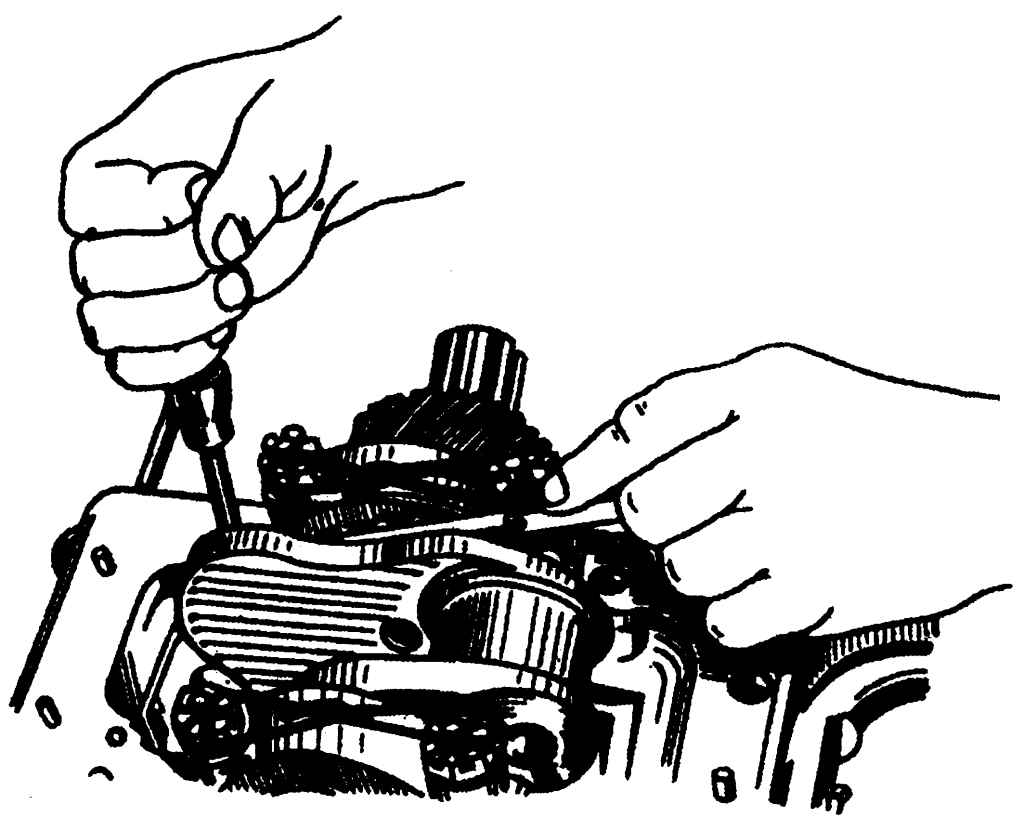
После развертывания произвести доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 4.98). Шлифовальные бруски головки установить микрометрическим винтом на требуемый ремонтный размер. Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене. Замена и ремонт поршневых пальцев Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 4.9. Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна, как описано выше (см. «Замена поршней» и «Ремонт шатунов»).
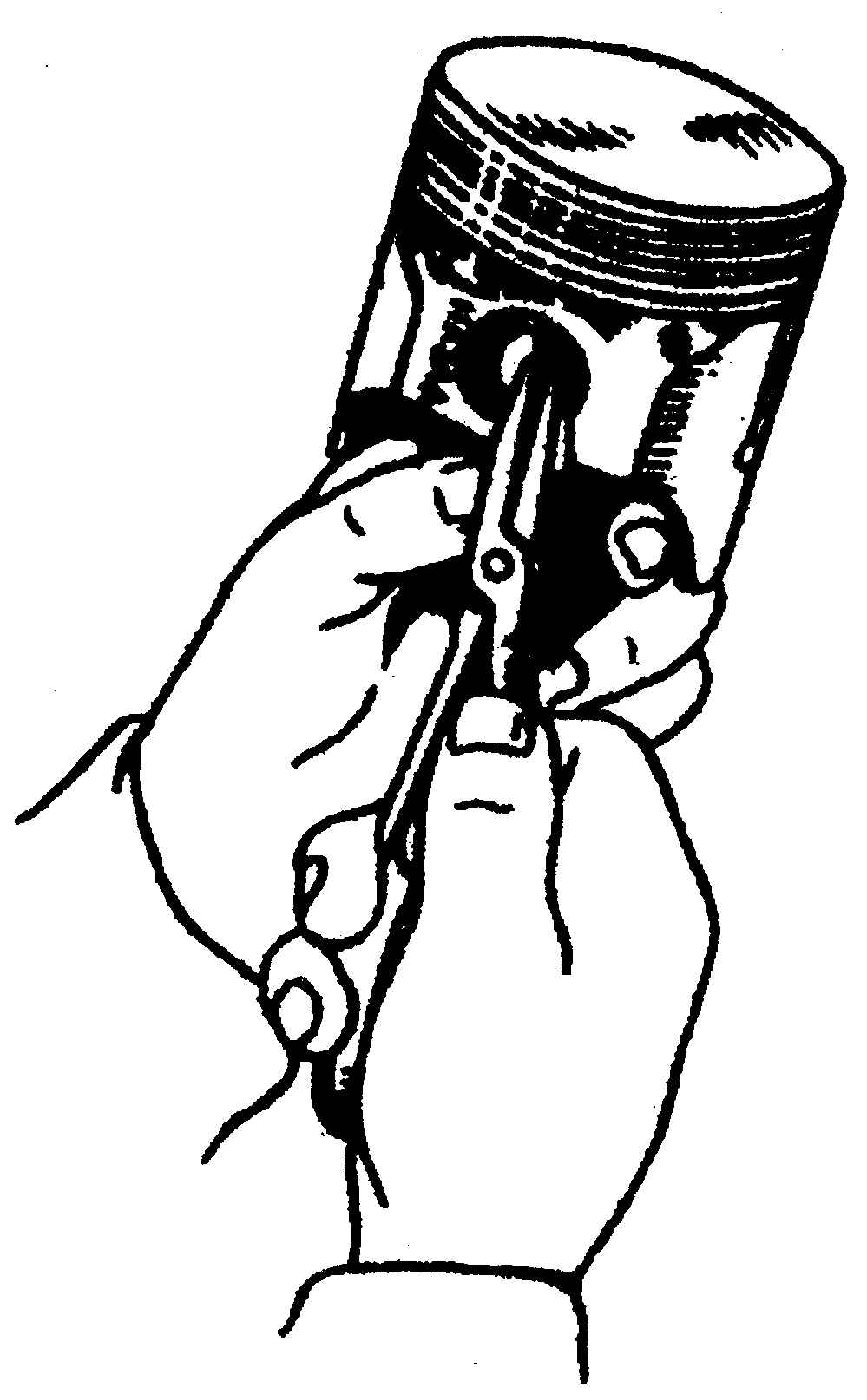
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 4.99. Выпрессовку и запрессовку пальца производить на приспособлениях, как показано на рис. 4.53 и 4.62. Перед выпрессовкой пальца нагреть поршень в горячей воде до 70° С. Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер. Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости), ремонту не подлежат. Сборка шатунно-поршневой группы
Поршневой палец к верхней головке шатуна подбирать с зазором 0,0045— 0,0095 мм. При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (см. рис. 4.61). Поршневой палец при этом должен быть слегка смазан маловязким маслом. Палец устанавливать в поршень с натягом 0,0025—0,0075 мм. Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20° С) он не входил в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70° С входил бы в него свободно. Поэтому перед сборкой поршень нагреть в горячей воде до 70° С. Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г. Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом.
Поршневые кольца устанавливать на поршень, как указано в подразделе «Замена поршневых колец». Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами. Ремонт коленчатого вала Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек под очередной ремонтный размер. Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в табл. 4.9. Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020—0,049 мм и 0,020—0,066 мм соответственно. Перешлифовку шеек производить с допуском 0,013 мм. Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер. Фаски и отверстия переднего и заднего концов коленчатого вала не пригодны для установки в шлифовальном станке. Для этого сделать съемные центры-стаканы. Передний центр напрессовывать на шейку диаметром 38 мм, а задний центрировать по наружному диаметру фланца (диаметр 122 мм) вала и крепить к нему болтами. При изготовлении переходных центров обеспечить концентричность центрового и установочного отверстий. Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек. При шлифовке шатунных шеек устанавливать вал по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на (46±0,05) мм. Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно крепится болтом (храповиком), ввертываемым в резьбовое отверстие. Перед шлифовкой шеек углубить фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,84,2 мм. Делать это с помощью наждачного камня с углом при вершине 60—90°, приводимого во вращение электродрелью. При шлифовке шатунных шеек не следует касаться шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов. Радиус перехода к боковой поверхности выдерживать 3,5 мм. Шлифовку производить обильным охлаждением эмульсией. В процессе перешлифовки должны быть выдержаны следующие размеры: - расстояние между осями коренных и шатунных шеек — (46±0,05) мм; - конусообразность, бочкообразность, седлообразность, овальность и огранка шеек — не более 0,005 мм; - угловое расположение шатунных шеек — ±0° 10'; - непараллельность осей шатунных шеек с осью коренных шеек — не более 0,012 мм на всей длине шатунной шейки; - биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек — не более 0,02 мм, шейки под распределительную шестерню — до 0,03 мм, а шейки под ступицу шкива и задний сальник — до 0,04 мм. После шлифовки шеек промыть коленчатый вал, а масляные каналы очистить от абразива и смолистых отложений. Пробки грязеуловителей при этом вывернуть. После очистки грязеуловителей и каналов вновь завернуть пробки на место и закернить каждую из них от самопроизвольного вывертывания. Очистить масляные каналы также при эксплуатационном ремонте двигателя, когда коленчатый вал вынимается из блока. После ремонта коленчатый вал собирается с тем же маховиком и сцеплением, которые стояли до ремонта.
При установке необходимо сцентрировать ведомый диск по отношению к оси коленчатого вала. Для этого в шлицевое отверстие ведомого диска вставить специальную оправку (рис. 4.100) таким образом, чтобы ее конец вошел в отверстие шарикового подшипника в коленчатом валу. Затягивать болты крепления к маховику следует равномерно во избежание обрыва болтов. Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансировать на специальном станке. Предварительно сцентрировать ведомый диск сцепления при помощи вала коробки передач или специальной оправки. Дисбаланс устранять высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс — не более 70 г·см. Замена вкладышей коренных и шатунных подшипников коленчатого вала В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в табл. 4.9. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера внутренним диаметром, уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм. Вкладыши коренных и шатунных подшипников заменяются без какой-либо подгонки. В зависимости от износа шеек при первой смене вкладышей применять вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьшенные на 0,05 мм). Вкладыши второго и последующих ремонтных размеров устанавливать в двигатель только после перешлифовки шеек коленчатого вала. Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то следует собирать двигатель с новым валом. Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно 0,020— 0,049 мм и 0,020—0,066 мм. Проверку величины радиальных зазоров производить с помощью набора контрольных щупов, выполненных из медной фольги толщиной 0,025; 0,05; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6—7 мм и длиной немного меньше ширины вкладыша. Кромки щупов должны быть защищены для исключения порчи поверхности вкладыша. Проверку радиального зазора производить в следующем порядке: - снять с проверяемой шейки крышку с вкладышем и положить поперек вкладыша предварительно смазанный маслом контрольный щуп толщиной 0,025 мм; - установить на место крышку с вкладышем и затянуть болтами, при этом болты остальных крышек должны быть отпущены; - провернуть коленчатый вал рукой на угол не более чем на 60—90° во избежание повреждения поверхности вкладыша щупом. Если вал проворачивается слишком легко, значит зазор больше 0,025 мм. В этом случае повторить проверку щупами 0,05; 0,075 мм и т. д. до тех пор, пока провернуть коленчатый вал станет невозможно. Толщина щупа, при которой вал проворачивается с ощутимым усилием, считается равной фактической величине зазора между вкладышем и шейкой коленчатого вала. При замене вкладышей соблюдать следующее: - вкладыши заменять без подгоночных операций; - следить, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях вала; - одновременно с заменой вкладышей очистить грязеуловители в шатунных шейках. Замену шатунных вкладышей можно производить, не снимая двигатель с шасси автомобиля. Замену коренных вкладышей производить на двигателе, снятом с автомобиля. После замены вкладышей обкатать двигатель (см. «Обкатка двигателя после ремонта»). Если же при замене вкладышей двигатель не снимался с автомобиля, то при первых 1000 км пробега скорость не должна превышать 50 км/ч.
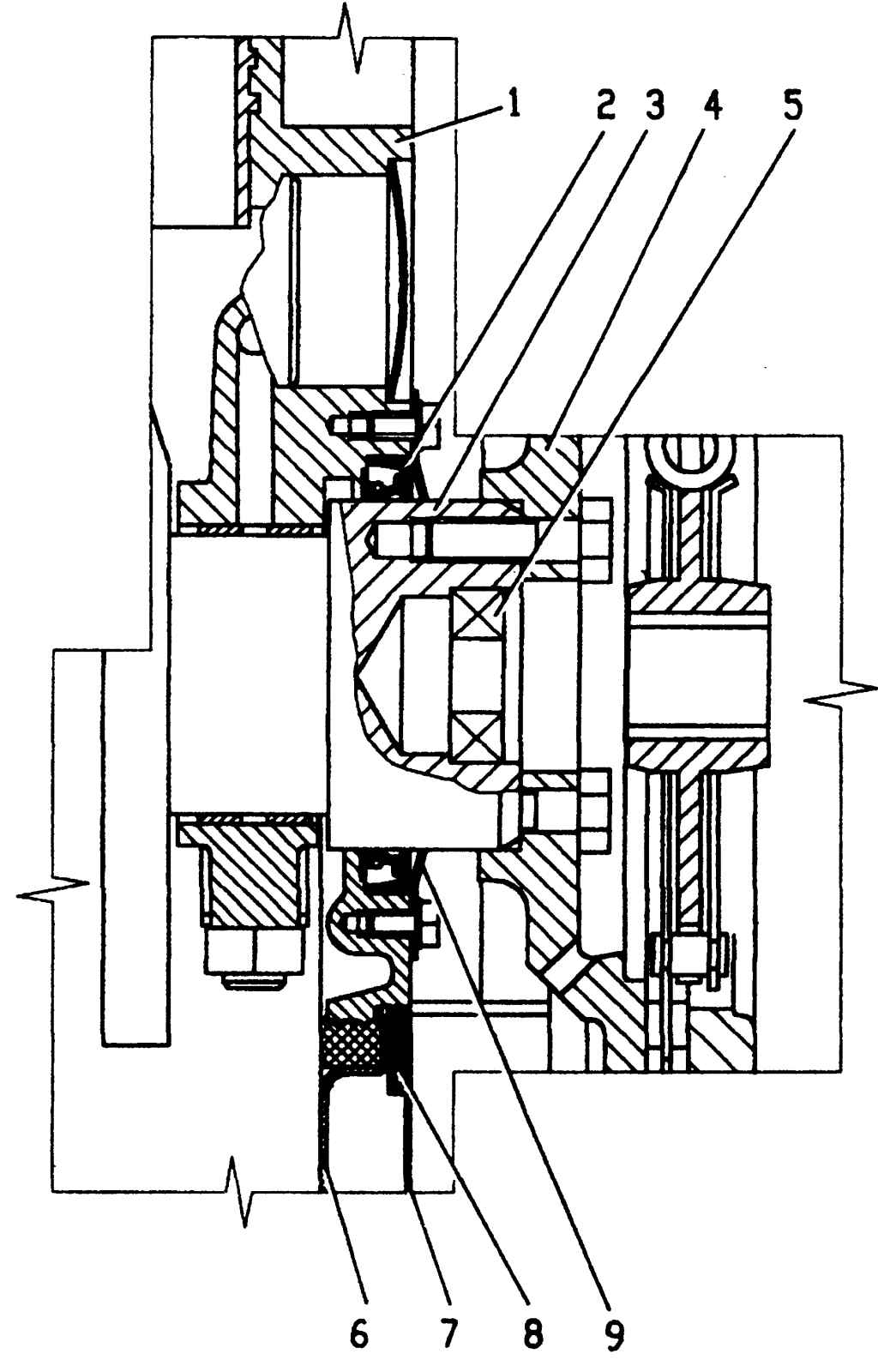
Одновременно с заменой вкладышей проверять осевой зазор в упорном подшипнике коленчатого вала, который должен быть 0,075—0,175 мм. Если осевой зазор более 0,175 мм, заменить шайбы 8 (см. рис. 4.88) и 9 новыми. Передняя шайба изготавливается четырех размеров по толщине: 2,350—2,375; 2,375—2,400; 2,400—2,425; 2,425—2,450 мм.
Для проверки зазора в упорном подшипнике заложить отвертку (рис. 4.101) между первым кривошипом вала и передней стенкой блока и отжать вал к заднему торцу двигателя. Затем щупом определить зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Перед установкой вкладышей проверить соосность коренных шеек коленчатого вала. Для этого установить коленчатый вал в центры и проверить положение осей коренных шеек по показаниям индикатора.
Передний и задний концы коленчатого вала уплотняются сальниками (см. рис. 4.88 и 4.89). Ремонт распределительного вала и замена его втулок Восстановление необходимых зазоров во втулках распределительного вала производить перешлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и заменой изношенных втулок полуобработанными с последующей их расточкой под размеры перешлифованных шеек. Перед перешлифовкой шеек распределительного вала углубить канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте. Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами. Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому они запрессовываются в отверстия блока без предварительной обработки. Для обеспечения достаточной толщины слоя баббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой. При запрессовке втулок следить за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивать, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку вести с допуском мм, чтобы зазоры во втулках после установки вала соответствовали данным табл. 4.10. При расточке втулок выдержать расстояние между осями отверстий под коленчатый и распределительный валы (118±0,025) мм. Этот размер проверять у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04 мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обработать их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Установить борштангу, базируясь относительно отверстий для вкладышей коренных подшипников. Кулачки распределительного вала при незначительном износе и задирах зачистить шлифовальной шкуркой: сначала крупнозернистой, а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка. При износе кулачков по высоте более чем на 0,5 мм распределительный вал заменить новым. Погнутость распределительного вала проверять индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установить в центрах. Если биение вала превышает 0,03 мм, то вал выправить или заменить. Восстановление герметичности клапанов и замена втулок клапанов Нарушение герметичности клапанов при правильных тепловых зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности. Восстановление герметичности клапанов осуществлять притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифовать фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками заменить.
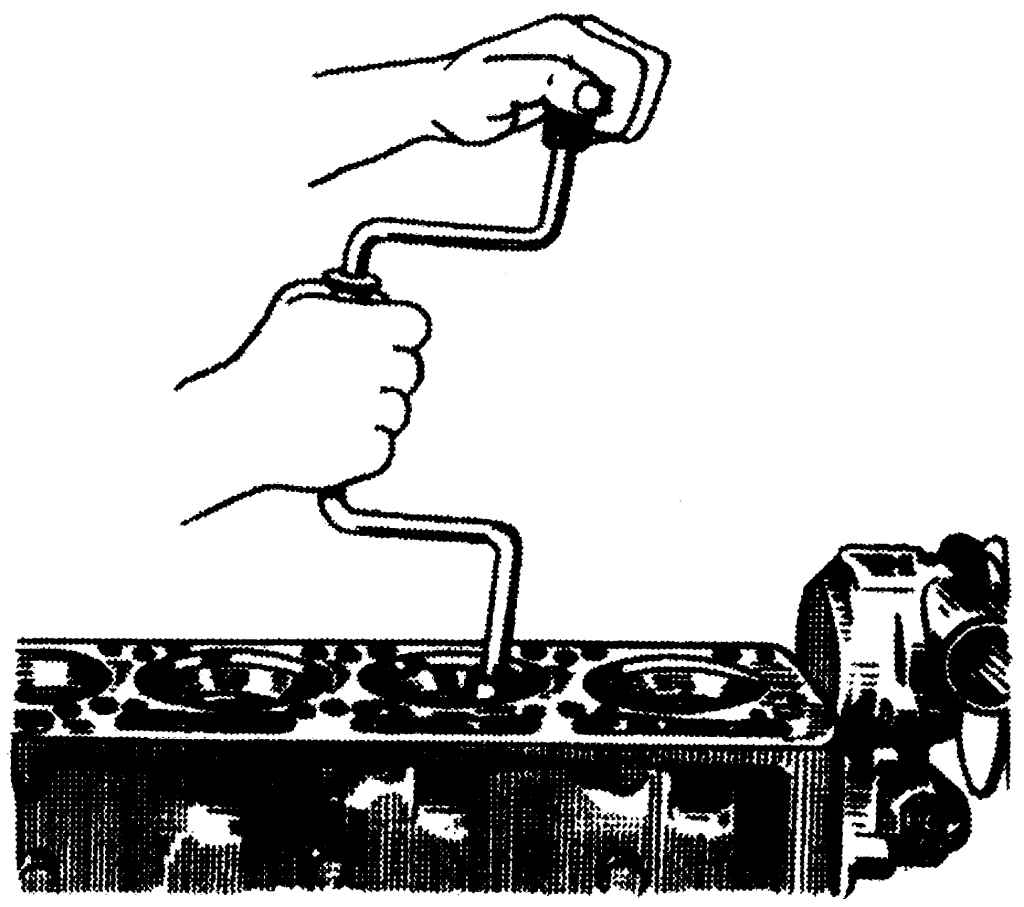
Фаски клапанов притирать пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производить возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установить отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис. 4.102. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми. Для ускорения притирки использовать притирочную пасту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешать. Притирку вести до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшить содержание микропорошка в притирочной пасте. Закончить притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом. Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа Р-108 или ОПР-1841 ГАРО. При этом стержень клапана зажать в центрирующем патроне станка, устанавливаемого под углом 44° 30' к рабочей поверхности шлифовального камня. Уменьшение на 30' угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимать с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня — в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана — не более 0,02 мм. Клапаны с большим биением заменить новыми. Не перешлифовывать стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифовать под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6—2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис. 4.103. Седло шлифовать без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность. После грубой обработки сменить камень на мелкозернистый и произвести чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла заменить новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлечь из головки с помощью зенкера. После извлечения седел расточить в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана — до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагреть головку блока цилиндров до температуры 170° С, а седла охладить сухим льдом. Запрессовку производить быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканить их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифовать до требуемых размеров и притереть. Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливает только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки — с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров. Запрессованные втулки развертывать до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9 мм, выпускного — 9 мм, следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050— 0,097 мм и 0,075—0,117 мм.
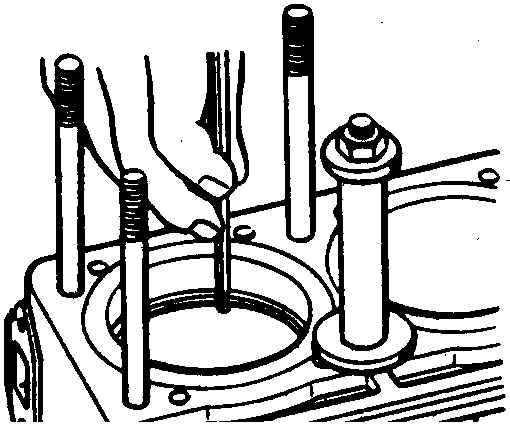
Изношенные направляющие втулки выпрессовывать из головки блока цилиндров с помощью выколотки (рис. 4.104). Новую втулку запрессовывать со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом головку блока цилиндров нагреть до температуры 170° С, а втулку охладить сухим льдом. После замены втулок клапанов произвести шлифовку седел (центрируясь по отверстиям во втулках) и затем притереть к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промыть и продуть сжатым воздухом. Втулки клапанов — металлокерамические, пористые. После окончательной обработки и промывки пропитать их маслом. Для этого в каждую втулку вставить на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смазать тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата и трех частей моторного масла. Замена клапанных пружин Возможными неисправностями клапанных пружин, появляющимися в процессе эксплуатации, могут быть: уменьшение упругости, обломы или трещины на витках. Упругость клапанных пружин проверять при разборке клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до 46 мм по высоте, должно быть 267—310 Н (27,3— 31,7 кгс), а до 37 мм — 686—784 Н (70—80 кгс). Если усилие сжатия пружины до 46 мм по высоте менее 235 Н (24 кгс), а до 37 мм — менее 558,6 Н (57 кгс), то такую пружину заменить новой. Пружины с обломами, трещинами и следами коррозии заменить новыми. Замена толкателей Направляющие отверстия в блоке под толкатели изнашиваются незначительно, поэтому номинальный зазор в этом сопряжении восстанавливается заменой изношенных толкателей новыми. В запасные части поставляются толкатели только номинального размера. Толкатели подбираются к отверстиям с зазором 0,040—0,015 мм. Толкатели в зависимости от размера наружного диаметра разбиты на две группы и маркируются клеймением: цифрой 1 — при диаметре 25 мм и цифрой 2 — при диаметре 25 мм. Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной тяжестью в гнездо блока и легко проворачиваться в нем. Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, заменить новыми. Ремонт привода масляного насоса и распределителя зажигания
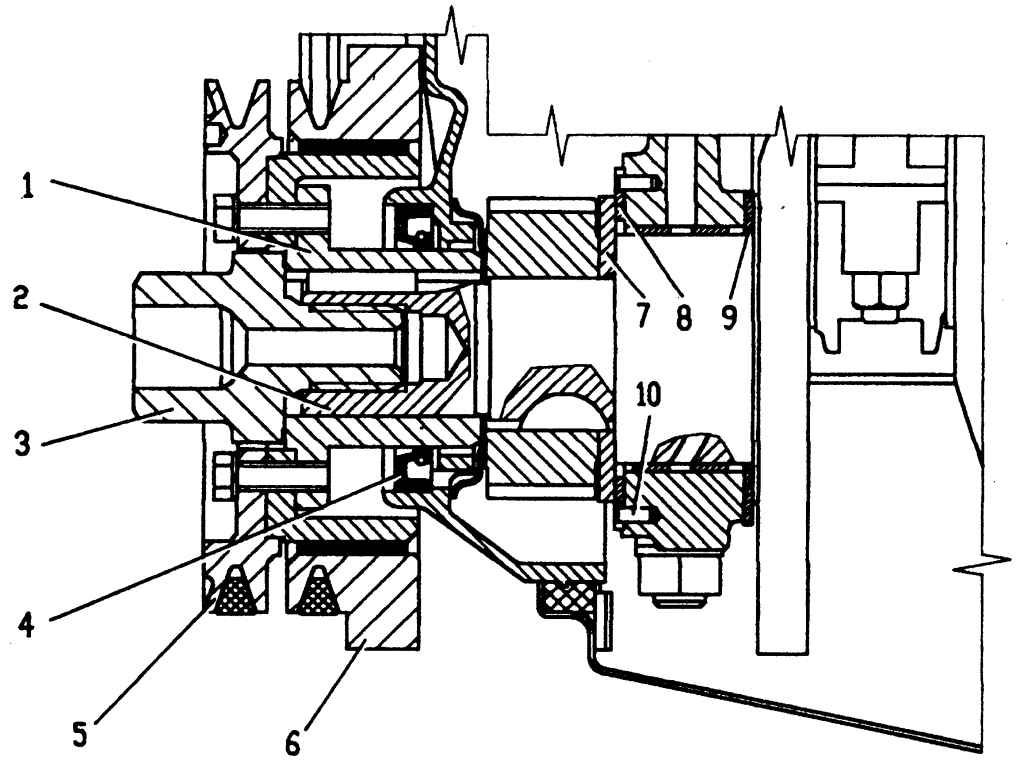
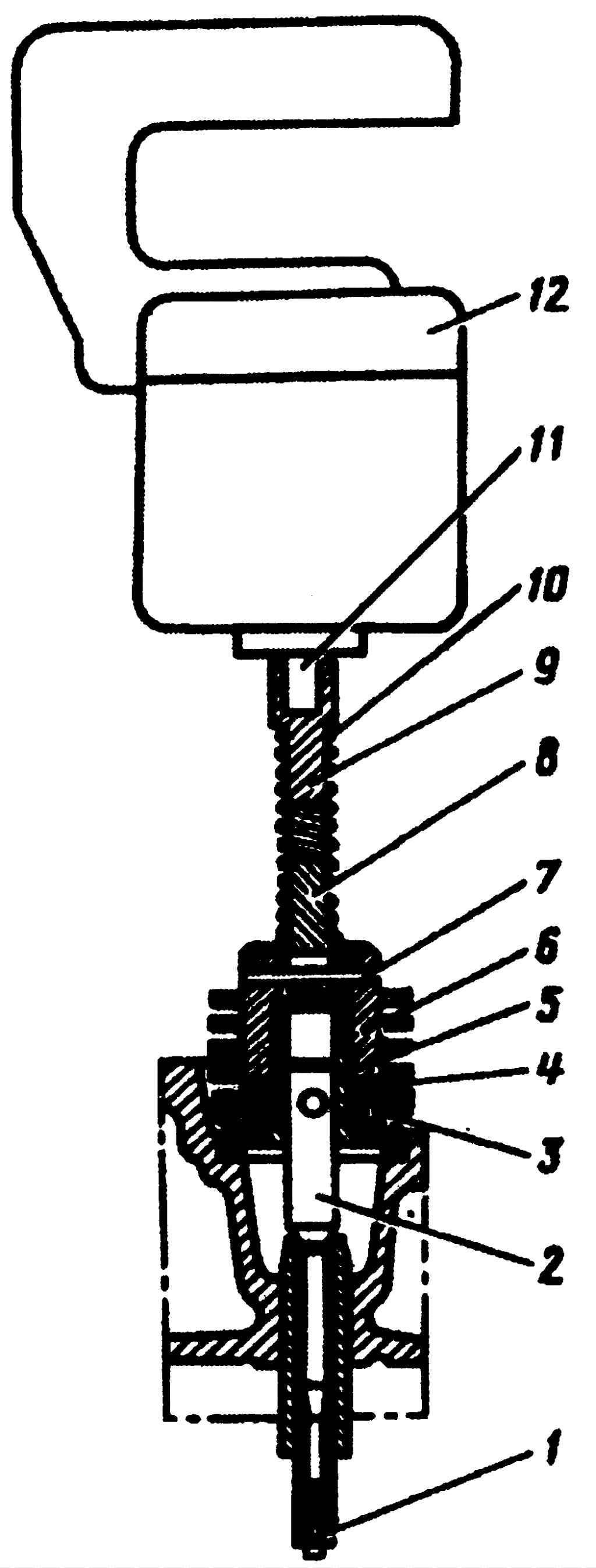
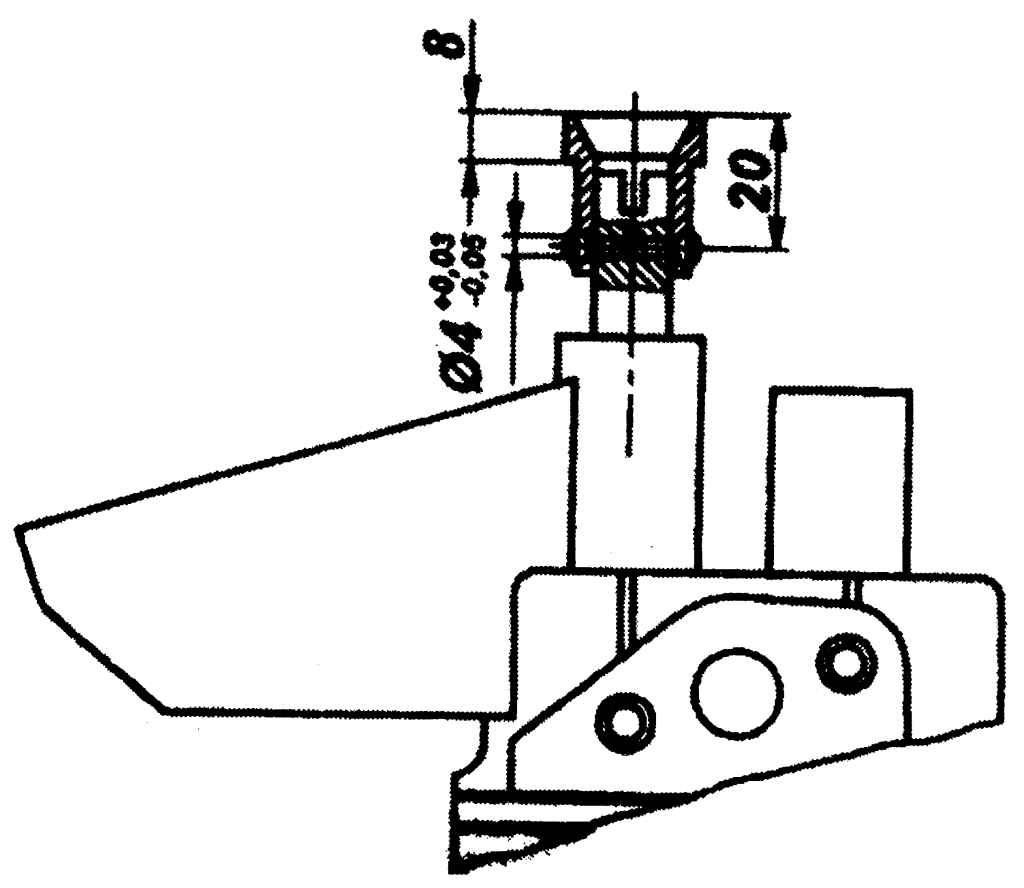
Изношенный по диаметру валик 10 (рис. 4.105) привода распределителя восстанавливается хромированием с последующей шлифовкой до диаметра 13–0,011 мм. Шестерню 5 привода масляного насоса и датчика-распределителя зажигания, имеющую обломы, выкрашивания или значительные выработки поверхности зубьев, а также износ отверстия под штифт до размера более 4,2 мм, заменить новой. Для замены валика или шестерни привода датчика-распределителя снять шестерню с валика, вынув предварительно штифт шестерни с помощью бородка диаметром 3 мм. При снятии шестерни с валика корпус 11 привода установить верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой. Сборку привода производите с учетом следующего: - при установке валика (в сборе с упорной втулкой) в корпус привода датчика-распределителя смазать валик моторным маслом;
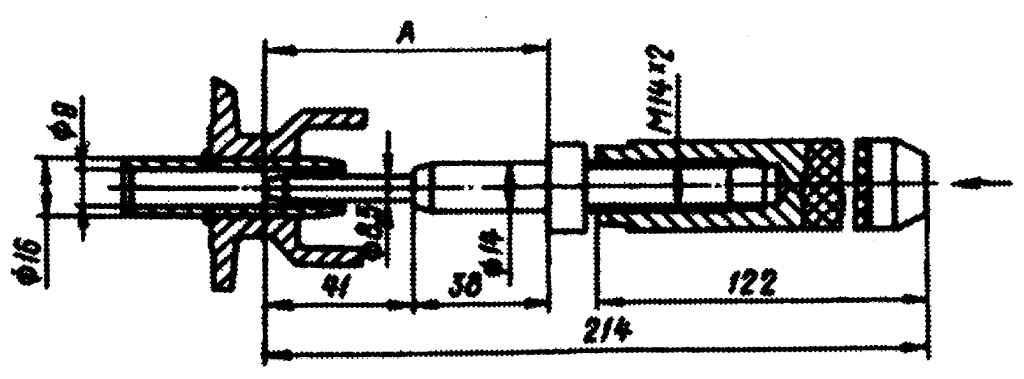
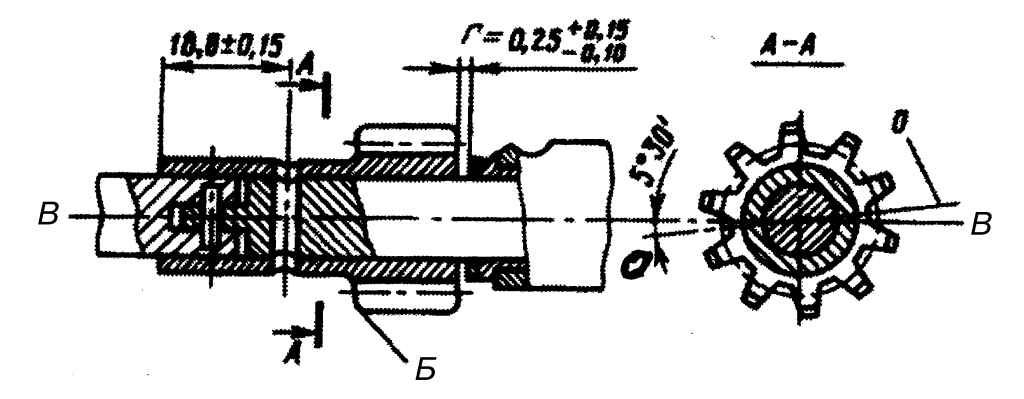
- соединив валик 10 привода с промежуточным валиком-пластиной 3 привода и надев упорную шайбу 7, напрессовать шестерню на валик, выдержав зазор «Г» (рис. 4.106) между упорной шайбой и шестерней привода 0,25–0,15 мм. При этом необходимо, чтобы ось 0—0, проходящая через середину впадин между двумя зубьями на торце Б, была смещена относительно оси В-В шлица валика на 5°30±1°; - отверстие в шестерне и валике под штифт сверлить диаметром (4±0,037) мм, выдерживая расстояние от оси отверстия до торца шестерни (18,8±0,15) мм. При сверлении отверстия и при установке зазора между упорной шайбой и шестерней валик привода датчика-распределителя в сборе с упорной втулкой должен быть прижат к корпусу привода в направлении масляного насоса. Штифт, соединяющий валик с шестерней, должен быть диаметром 4–0,025 длиной 22 мм. В собранном приводе датчика-распределителя его валик должен свободно проворачиваться от руки. Ремонт масляного насоса При большом износе деталей масляного насоса понижается давление в смазочной системе и появляется шум. При разборке насоса проверить упругость пружины редукционного клапана. Упругость пружины считается достаточной, если для сжатия ее до 24 мм по высоте необходимо приложить усилие (54±2,45)Н (5,5±0,25) кгс. Ремонт масляного насоса обычно заключается в шлифовке торцов крышек, замене шестерен и прокладок. При разборке насоса предварительно высверлить расклепанную головку штифта крепления втулки 2 (см. рис. 4.105) на его валике 1, выбить штифт, снять втулку и крышку насоса. После этого вынуть валик насоса вместе с ведущей шестерней из корпуса в сторону его крышки. В случае разборки ведущей шестерни и валика штифт высверлить сверлом диаметром 3 мм. Ведущую и ведомую шестерни с выкрошенными зубьями, а также с заметными выработками поверхности зубьев заменить новыми. Установленные в корпус насоса ведущая и ведомая шестерни должны легко проворачиваться от руки за ведущий валик. Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, ее следует прошлифовать. Между крышкой, пластиной и корпусом насоса устанавливаются паронитовые прокладки толщиной 0,3—0,4 мм. Применение шеллака, краски или других герметизирующих веществ при установке прокладки, а также установка более толстой прокладки не допускаются, так как это вызывает уменьшение подачи насоса. Сборку насоса производить с учетом следующего:
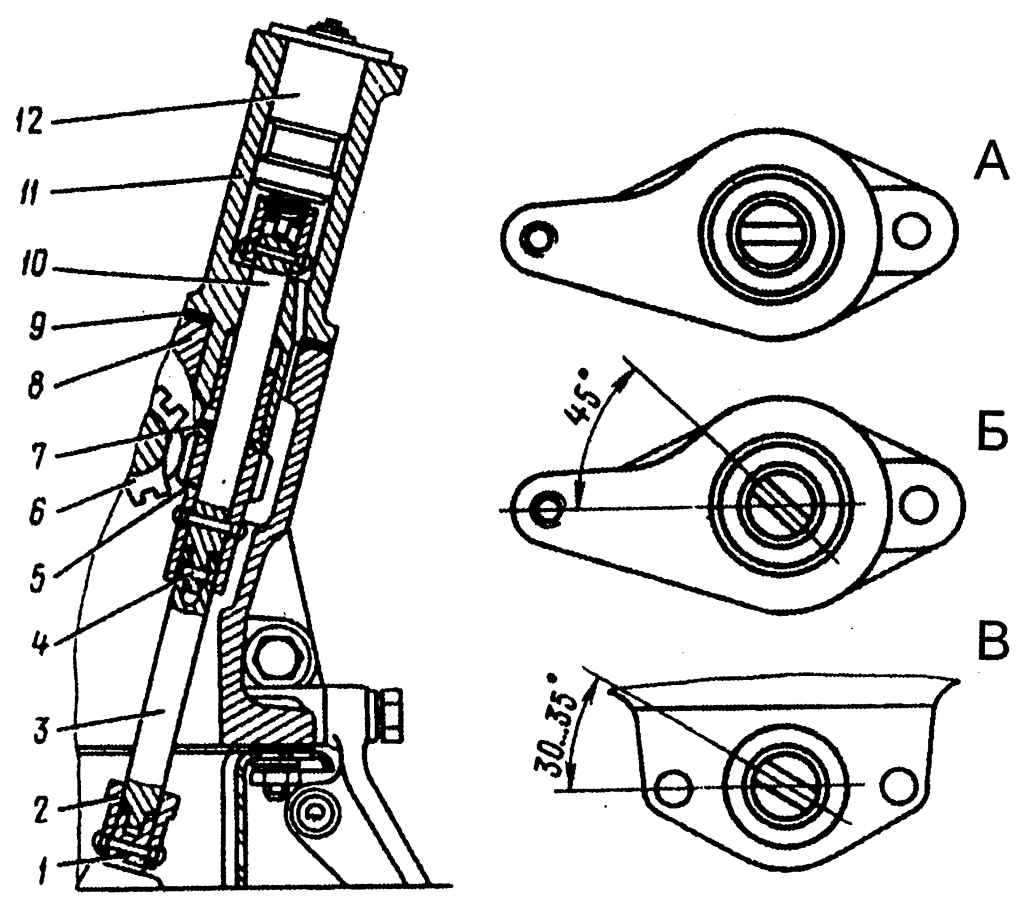
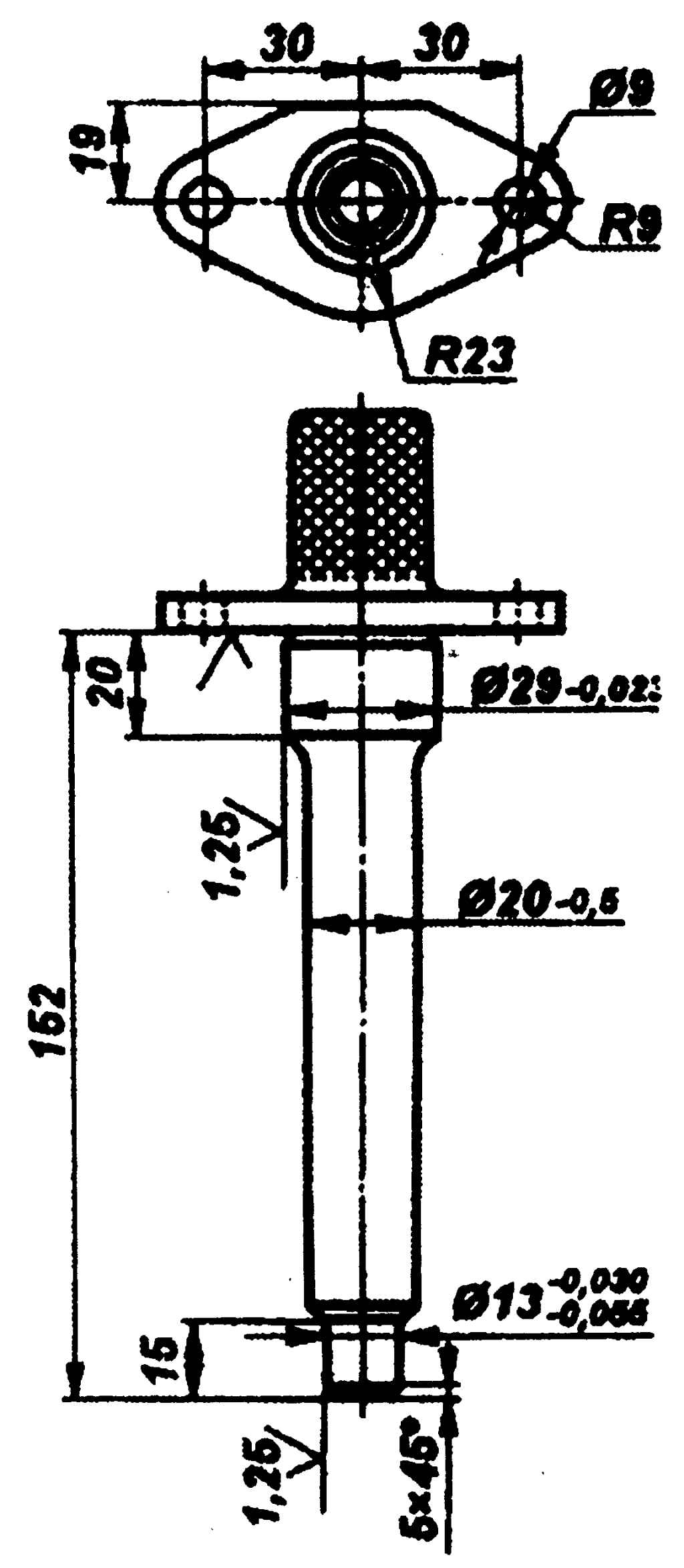
- напрессовать на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм (рис. 4.107). При этом зазор между корпусом насоса и другим торцом втулки должен быть не менее 0,5 мм; - высверлить в ведущем валике и во втулке отверстие диаметром 4 мм, выдерживая размер (20±0,25) мм. - раззенковать отверстие с обеих сторон на глубину 0,5 мм под углом 90°, запрессовать в него штифт диаметром 4–0,048 мм и длиной 19 мм и расклепать его с двух сторон. Если работоспособность насоса с помощью ремонта восстановить невозможно, то следует заменить его новым. Установку привода масляного насоса и датчика-распределителя зажигания на блок производить в следующем порядке: - вывернуть свечу первого цилиндра; - установить в отверстие для свечи компрессометр и проворачивать пусковой рукояткой коленчатый вал до начала движения стрелки. Это произойдет в начале такта сжатия в первом цилиндре. Можно заткнуть отверстие для свечи бумажным пыжом или большим пальцем руки. В этом случае при такте сжатия выскочит пыж или будет ощущаться выход воздуха из-под пальца; - убедившись, что сжатие началось, осторожно провернуть коленчатый вал до совпадения отверстия на ободке шкива коленчатого вала с указателем (штифтом) на крышке распределительных шестерен; - провернуть валик привода, чтобы прорезь на его торце для шипа распределителя была расположена так, как указано на рис. 4.105 Б, а валик масляного насоса при помощи отвертки провернуть в положение, указанное на рис. 4.105 В; - осторожно, не задевая шестерней за стенки блока, вставить привод в блок. После установки привода на место его валик должен занять положение, указанное на рис. 4.105 А.
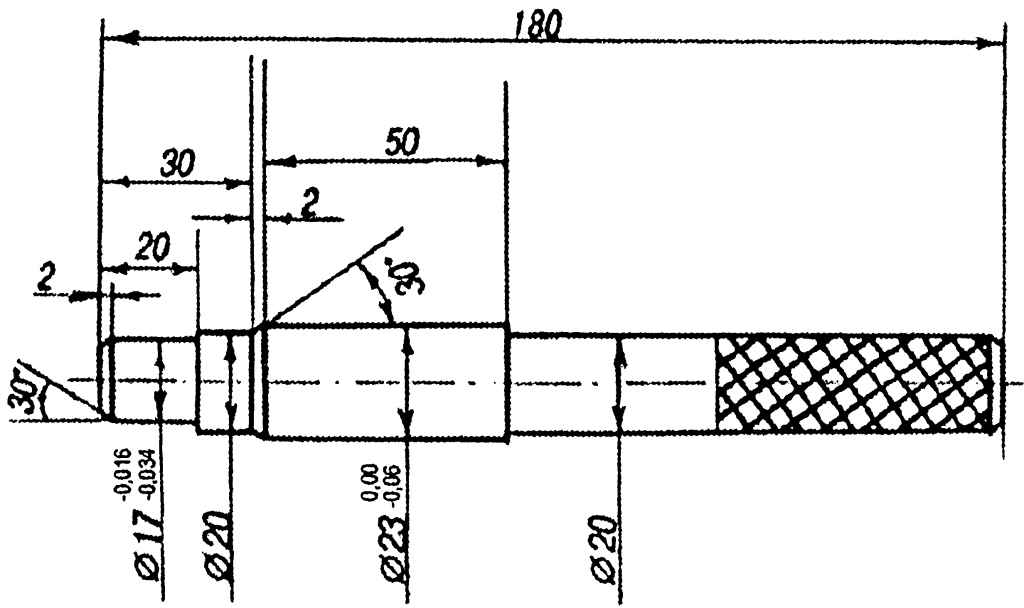
Для уменьшения износа в шарнирных соединениях привода устанавливать насос соосно отверстию для привода. Для этого пользуйтесь оправкой (рис. 4.108), плотно входящей в отверстие для привода в блоке и имеющей цилиндрический хвостовик диаметром 13 мм. Насос сцентрировать по хвостовику оправки и закрепить в этом положении. Ремонт отдельных узлов и систем двигателя Ремонт насоса системы охлаждения, ремонт узлов систем питания аналогичен работам для двигателей ЗМЗ-4025, -4026, указанным в настоящем руководстве, за исключением следующего:
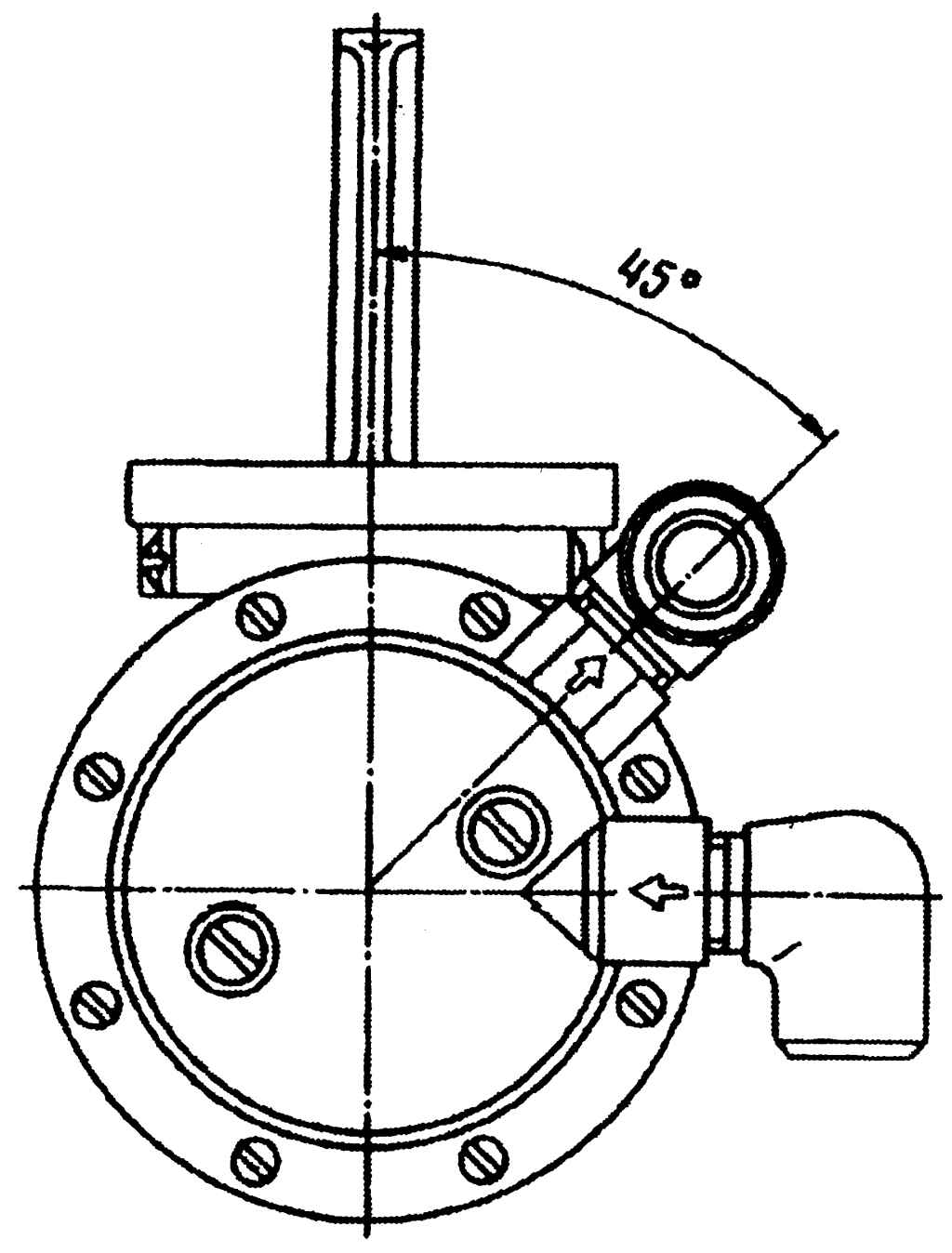
— положение головки топливного насоса при ее установке должно соответствовать рис. 4.109 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||